HEKO for the chemical industry
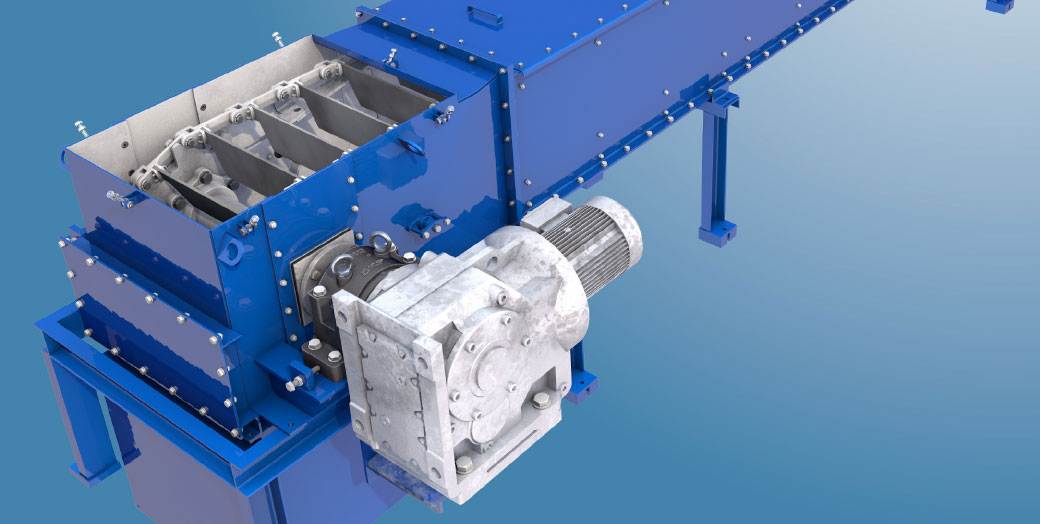
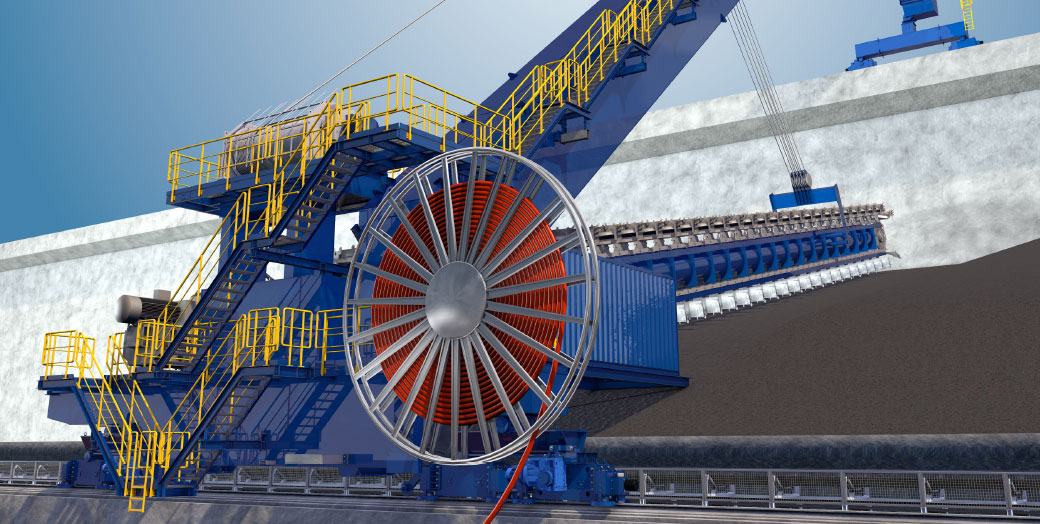
The chemical industry is one of the world’s most important economic sectors and its products have directly or indirectly found their way into all areas of daily life. The conveying tasks of the bulk material flows to be ensured within the process chains are as diverse as the products in the chemical industry. Special demands are often made of conveyor technologies with regards to corrosion, wear, thermal stress, explosion protection and the most careful bulk material transport method. Your special requirements are our challenge – no matter whether chains, sprockets and/or conveyor components are involved.